

Mõista DIP-i
DIP on pistikprogramm. Selliselt pakendatud kiibil on kaks tihvtirida, mida saab otse keevitada DIP-struktuuriga kiibipesadesse või keevitada sama arvu aukudega keevitusasenditesse. Trükkplaadi perforeeritud keevitus on väga mugav teostada ja see ühildub hästi emaplaadiga, kuid pakendi pindala ja paksus on suhteliselt suured ning tihvtid võivad sisestamise ja eemaldamise ajal kergesti kahjustuda ja seetõttu on töökindlus halb.
DIP on kõige populaarsem pistikprogramm, mille rakendusala hõlmab standardseid loogikalülitusi, mälu-LSI-sid, mikroarvutite ahelaid jne. Väikese profiiliga pakett (SOP), mis on tuletatud SOJ-st (J-tüüpi pin-väikese profiiliga pakett), TSOP-ist (õhukese profiiliga pakett), VSOP-ist (väga väikese profiiliga pakett), SSOP-ist (vähendatud SOP), TSSOP-ist (õhukese redutseeritud SOP) ja SOT-ist (väikese profiiliga transistor), SOIC-ist (väikese profiiliga integraallülitus) jne.
DIP-seadme montaaži konstruktsiooniviga
PCB pakendi auk on seadmest suurem
Trükkplaadi pistikute ja pakendi tihvtide augud joonistatakse vastavalt spetsifikatsioonidele. Kuna plaadi valmistamisel on augud vaja vasega katta, on üldine tolerants pluss-miinus 0,075 mm. Kui trükkplaadi pakendi auk on füüsilise seadme tihvtist liiga suur, põhjustab see seadme lõdvenemist, ebapiisavat tina kogust, õhukeevitust ja muid kvaliteediprobleeme.
Vaadake allolevat joonist, kus WJ124-3.81-4P_WJ124-3.81-4P (KANGNEX) seadme tihvtide pikkus on 1,3 mm, trükkplaadi pakendi ava suurus on 1,6 mm ja liiga suur ava viib ülelainelise keevituse ja aegkeevituseni.
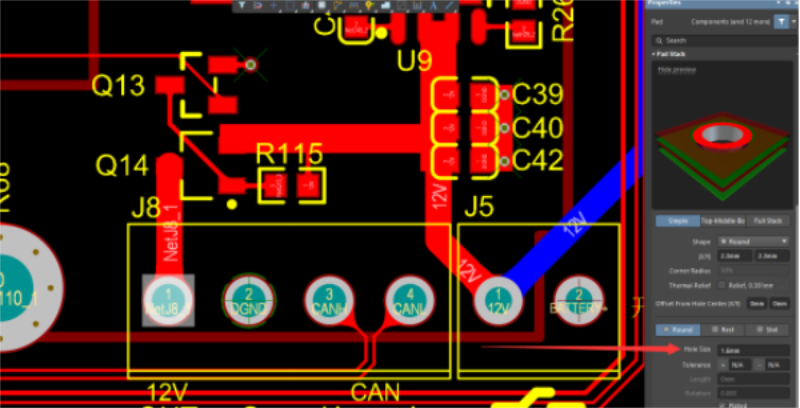
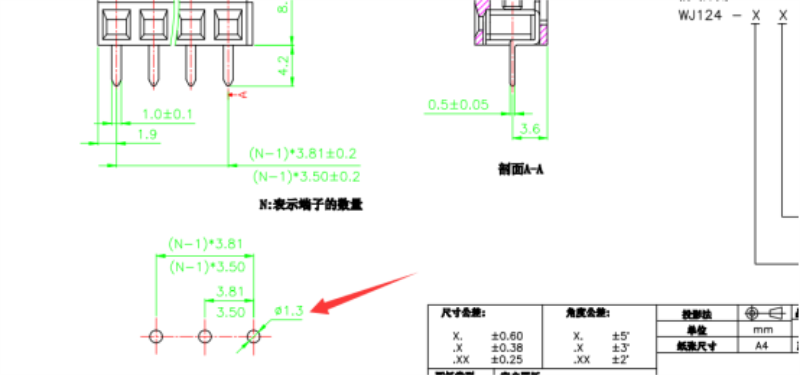
Joonisele lisatud, ostke WJ124-3.81-4P_WJ124-3.81-4P (KANGNEX) komponendid vastavalt projekteerimisnõuetele, 1,3 mm tihvt on õige.
PCB pakendi auk on seadme omast väiksem
Pistikühendus, kuid vaske ei teki auku. Seda meetodit saab kasutada ühe- ja kahekordsete paneelide puhul. Ühe- ja kahekordsed paneelid juhivad elektrit väliselt ja joodis võib olla juhtiv. Mitmekihilise plaadi pistikühendus on väike ja trükkplaati saab ümber teha ainult siis, kui sisemine kiht juhib elektrit, kuna sisemise kihi juhtivust ei saa reaminguga parandada.
Nagu alloleval joonisel näidatud, ostetakse A2541Hwv-3P_A2541HWV-3P (CJT) komponendid vastavalt projekteerimisnõuetele. Tihvti läbimõõt on 1,0 mm ja trükkplaadi tihenduspadja ava läbimõõt on 0,7 mm, mistõttu sisestamine ebaõnnestub.
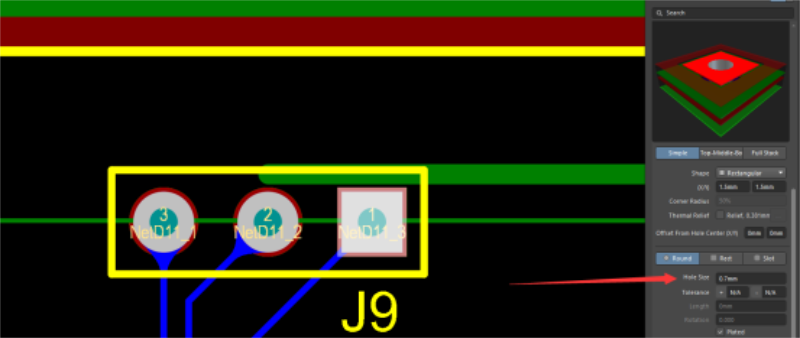
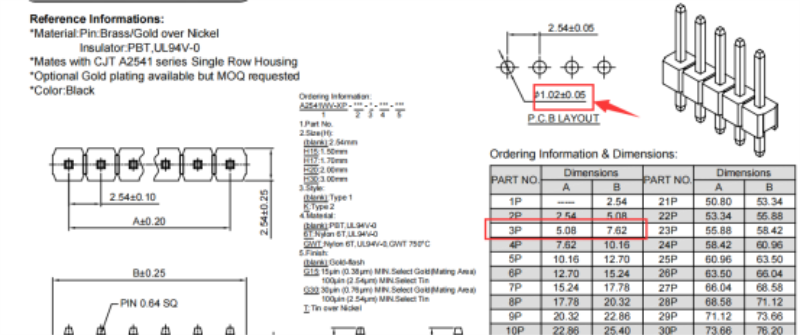
A2541Hwv-3P_A2541HWV-3P (CJT) komponendid ostetakse vastavalt projekteerimisnõuetele. 1,0 mm tihvt on õige.
Pakendi tihvtide vahekaugus erineb seadme tihvtide vahekaugusest
DIP-seadme trükkplaadi tihenduspadjal pole mitte ainult sama ava kui tihvtil, vaid ka tihvtide aukude vaheline kaugus peab olema sama. Kui tihvtide aukude ja seadme vaheline kaugus on ebaühtlane, ei saa seadet sisestada, välja arvatud reguleeritava jalavahega osade puhul.
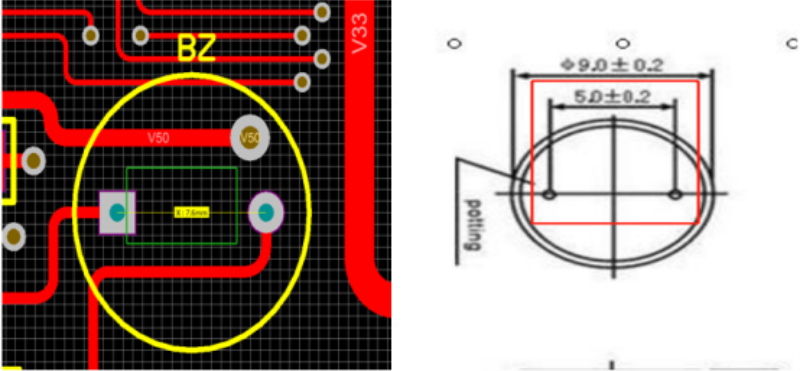
Nagu alloleval joonisel näidatud, on trükkplaadi pakendi tihvtide vahekaugus 7,6 mm ja ostetud komponentide tihvtide vahekaugus 5,0 mm. 2,6 mm erinevus muudab seadme kasutuskõlbmatuks.

Trükkplaadi pakendiaugud on liiga lähestikku
Trükkplaatide projekteerimisel, joonistamisel ja pakendamisel on vaja pöörata tähelepanu tihvtide aukude vahekaugusele. Isegi kui paljas plaat on võimalik toota, on tihvtide aukude vahekaugus väike ja lainejootmise ajal on lihtne tekitada tina lühist.
Nagu alloleval joonisel näidatud, võib lühise põhjustada väike tihvtide vahekaugus. Jootetina lühisel on palju põhjuseid. Kui kokkupandavust saab juba projekteerimise käigus eelnevalt vältida, saab probleemide esinemissagedust vähendada.
DIP-seadme tihvti probleemi juhtum
Probleemi kirjeldus
Pärast DIP-toote laineharja keevitamist leiti, et võrgupistikupesa fikseeritud jala jooteplaadil, mis kuulus õhkkeevitamiseks, oli tõsine tina puudus.
Probleemi mõju
Selle tulemusel halveneb võrgupistiku ja trükkplaadi stabiilsus ning toote kasutamise ajal avaldatakse signaalitihvti jalale jõudu, mis viib lõpuks signaalitihvti jala ühendamiseni, mõjutades toote jõudlust ja põhjustades kasutajate rikkeohtu.
Probleemi laiendamine
Võrgupesa stabiilsus on halb, signaalitihvti ühenduse jõudlus on halb, esineb kvaliteediprobleeme, seega võib see kasutajale turvariske tekitada ja lõplik kaotus on kujuteldamatu.

DIP-seadme montaaži analüüsi kontroll
DIP-seadmete tihvtidega on seotud palju probleeme ja paljusid võtmepunkte on lihtne ignoreerida, mille tulemuseks on lõplik plaadipuru. Kuidas siis selliseid probleeme kiiresti ja lõplikult lahendada?
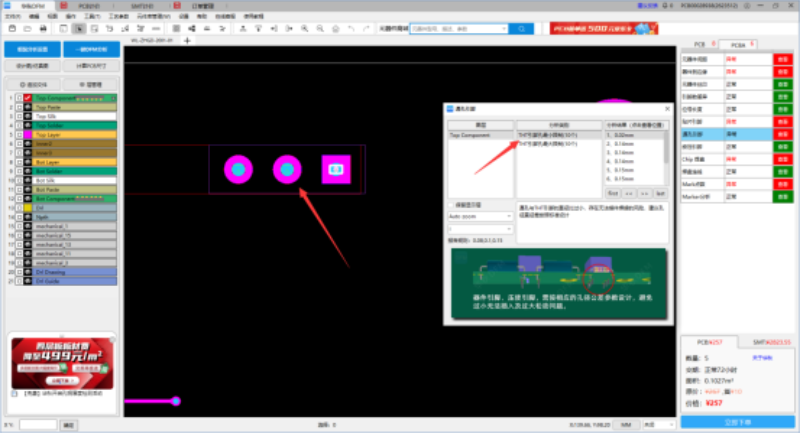
Siin saab meie CHIPSTOCK.TOP tarkvara montaaži- ja analüüsifunktsiooni kasutada DIP-seadmete tihvtide spetsiaalseks kontrollimiseks. Kontrollitavad elemendid hõlmavad läbivate aukude tihvtide arvu, THT-tihvtide suurt piiri, THT-tihvtide väikest piiri ja THT-tihvtide omadusi. Tihvtide kontrollitavad elemendid hõlmavad põhimõtteliselt DIP-seadmete disainis esinevaid võimalikke probleeme.
Pärast trükkplaadi disaini valmimist saab trükkplaadi montaaži analüüsi funktsiooni kasutada disainivigade eelnevaks avastamiseks, disainianomaaliate lahendamiseks enne tootmist ning disainiprobleemide vältimiseks montaažiprotsessis, tootmisaja edasilükkamiseks ja uurimis- ja arenduskulude raiskamiseks.
Selle montaažianalüüsi funktsioonil on 10 peamist ja 234 peensuskontrolli reeglit, mis hõlmavad kõiki võimalikke montaažiprobleeme, nagu seadme analüüs, tihvtide analüüs, padjade analüüs jne, mis aitab lahendada mitmesuguseid tootmissituatsioone, mida insenerid ei saa ette näha.
Postituse aeg: 05.07.2023





