
Komponentide kvaliteedikontrolli kolm meetodit! Ostja, palun hoidke see alles
„Punus on ebanormaalne, pind on tekstuurne, kaldserv ei ole ümmargune ja seda on kaks korda poleeritud. See tootepartii on võltsing.“ Selle järelduse tegi välimuse kontrollirühma insener pärast komponendi hoolikat uurimist mikroskoobi all tavalisel õhtul.
Praegu püüavad mõned ebaausad tootjad suure kasumi saamiseks toota võltsitud ja defektseid komponente, nii et võltsitud komponendid ja komponendid voolavad turule, tekitades suuri riske toodete kvaliteedile ja usaldusväärsusele.
Teiseks toimib meie inspektsioon tööstusharu diskrimineerijana, vastutades komponentide kvaliteedikontrolli eest. Tänu täiustatud instrumentidele ja seadmetele ning rikkalikule testimiskogemusele peatame võltsitud komponentide partii, et luua komponentide ohutusele kindel barjäär.

Välimuse kontroll, renoveeritud seadmete välimuse pealtkuulamine
Tavaliste komponentide pinnale trükitakse tavaliselt tootja, mudeli, partii, kvaliteediklassi ja muu teave. Tihvtid on korralikud ja ühtlased. Mõned kulutootjad kasutavad tootmisest maas olevate seadmete, kahjustatud ja kõrvaldatud defektsete seadmete, kogu masinast eemaldatud kasutatud seadmete jms varusid, et varjata neid müügiks mõeldud originaaltoodetena. Maskeerimismeetodid hõlmavad tavaliselt pakendi kesta poleerimist ja uuesti katmist, välimuse logo uuesti söövitamist, tihvti uuesti tinutamist, uuesti sulgemist jne.

Võltsitud seadmete kiireks ja täpseks tuvastamiseks mõistavad meie insenerid täielikult iga komponentide kaubamärgi töötlemis- ja trükitehnoloogiat ning kontrollivad mikroskoobi abil detailselt iga komponenti.
Inseneri sõnul: "Mõned kliendi poolt kontrollimiseks saadetud kaubad on väga varjatud ja tuleb olla väga ettevaatlik, et avastada, et need on võltsitud." Viimastel aastatel on komponentide töökindluse testimise nõudlus järk-järgult suurenenud ja me ei julge oma testimist leevendada. Labor teab, et välimuse testimine on esimene samm võltsitud komponentide sõelumiseks ja see on ka kõigi katsemeetodite alus. Labor peab võtma endale võltsimisvastase tehnoloogia "hoidja" missiooni ja hankimiseks selgelt läbi vaatama!

Sisemine analüüs kiibi lagunemise vältimiseks seadmetes
Kiip on komponendi põhikomponent ja ka kõige väärtuslikum komponent.
Mõned võltsitud tootjad, kes mõistavad originaaltoote toimivusparameetreid ja kasutavad teisi sarnaseid funktsionaalseid kiipe, või väiketootjad, kes toodavad otsetootmiseks imitatsioonkiipe, võltsivad originaaltooteid; või kasutavad defektseid kiipe, et pakendada neid kvalifitseeritud toodetena; või pakendavad sarnaste funktsioonidega põhiseadmeid, näiteks DSP-d, katteplaatidega, et teeselda, et need on uued mudelid ja partiid.
Sisekontroll on võltsitud komponentide tuvastamisel hädavajalik lüli ja ka kõige olulisem lüli komponentide "välis- ja sisekülje järjepidevuse" tagamiseks. Avamiskatse on komponentide sisekontrolli eeldus.
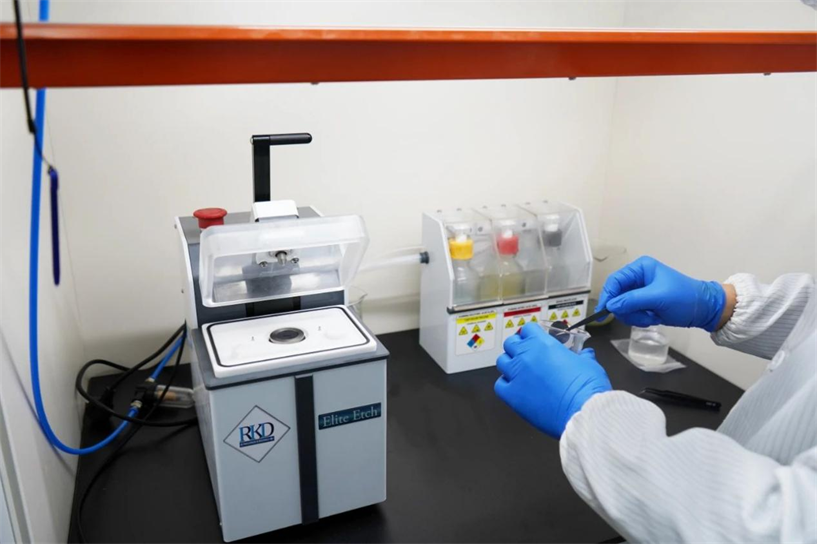
Tühja sulguri osa on vaid riisitera suurune ja selle avamiseks tuleb seadme pinnal olev katteplaat terava skalpelliga lahti kangutada, kuid see ei saa hävitada sees olevat õhukest ja rabedat kiipi, mis on sama keeruline kui õrn operatsioon. Plasttihendi avamiseks tuleb aga pinna plasttihendimaterjali kõrge temperatuuri ja tugeva happega korrodeerida. Vigastuste vältimiseks töö ajal peavad insenerid aastaringselt kandma paksu kaitseriietust ja raskeid gaasimaske, kuid see ei takista neil oma suurepärast praktilist oskust demonstreerimast. Insenerid ei lase keerulise avamisoperatsiooni käigus "musta südamiku" komponentidel end varjata.

Konstruktsioonivigade vältimiseks nii sees kui ka väljas
Röntgenskaneerimine on spetsiaalne tuvastusvahend, mis suudab komponente spetsiaalse sagedusega laine kaudu edastada või peegeldada ilma komponente lahti pakkimata, et välja selgitada nende sisemine raami struktuur, liimimismaterjal ja läbimõõt, kiibi suurus ja paigutus, mis ei ole kooskõlas originaalkomponentidega.
"Röntgenikiirgus on väga kõrge energiaga ja suudab kergesti tungida läbi mitme millimeetri paksuse metallplaadi." See võimaldab defektsete komponentide struktuuril paljastada algse kuju, mis ei pääse kunagi "tulesilma" avastamisest.





